Introduction
Introduction
Introduction
Evaluation of the weld quality
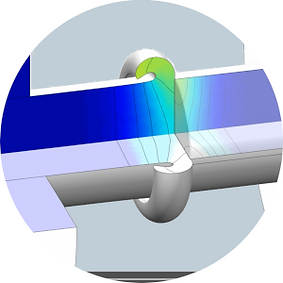
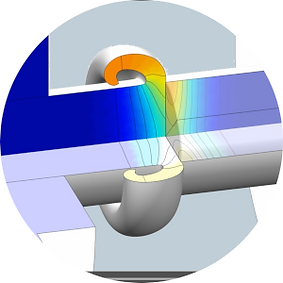
The simulation allows a deep insight into the process-affected zone, which includes the heat-affected zone, the thermo-mechanically effected zone and the weld center line. In below pictures it is easy to see that the material points that form the weld center line are coming from deep inside, proving the excellent self-cleaning in this weld. For more information about the weld quality, the local action can be evaluated (temperate, plastic strain, contact pressure).
Evaluation of complex geometries
The simulation is not only suitable for laboratory environments and simple geometries, but can also be used for more complex designs found in real applications, some of which are shown below. Challenges include the different part sizes, the material combinations and the ideal tooling for lightweight components. A very special variant of RFW is overlap friction welding (Aufgleitendes Reibschweißen), which was first patented by japanese inventor Yagi and has been re-invented 30 years later for automotive applications, when the RFW machine control options became much more sophisticated.







Troubleshooting
The simulation can be used to identify design flaws in an early stage of product development. Even for seasoned process engineers it is not always obvious, why a component fails, even though the RFW process has been proven suitable for a very similar component within a modular product family, with slightly different dimensions or materials due to a different supplier. The simulation allows to compare the cooling behavior and many more information of good and bad weldings. A new feature is also the evaluation of residual stresses due to RFW. Below the axial residual stresses in a lightweight gear wheel made of a toothed steel ring and an aluminum core are shown.
Case study: Hybrid welds of Fe-Al alloys
RFW allows for mixed or hybrid welds thanks to the self-regulating heat input. There is a repeating cycle of hot material being radially extruded into the weld flash before it would melt and colder material getting in contact in the weld interface. The exact temperature depends on the friction force and rotational speed.
A problem related to hybrid welds are intermetallic compounds (IMC) forming in the weld interface, which depend on the exact chemical composition of the material. The IMC layer thickness shall be minimal, because it can be very brittle, which results in low tensile strength test results.
Within the HyLight project (https://hylight-leichtbau.de/), a 6000 aluminum alloy and a case-hardened steel are welded, some of which are pictured below. Only the process parameters have been changed, the rest of the model is identical.







Al-Fe Welds
Using virtua RFW, it has been determined that a heat input of 10 kJ is ideal to achieve a high tensile strength for 20mm solid shaft weld. A higher heat input correlates with worse tensile strength test results. The simulation results also indicate that high forging forces can compensate a heat input that is too high, which is assumed to be related to breaking up the IMC layers.


Joint research project HyLight – Hybrid lightweight design in solid components through friction-welded aluminum-steel and aluminum-cast iron joints
More information about HyLight Project: